贵州鑫鑫曙光科技有限公司
电 话:400 0851 087
陈先生:18008508887
吴先生:15329606271
邮箱:690631030@qq.com
地址:贵州省贵阳市花溪区甲秀南路金竹立交鑫中路(原锅炉厂内)
引言:本文作者结合多年的实践经验,主要介绍了高压电动机拆装的主要事项以及定子绕组绝缘、接地、短路、断路等故障处理的方法。对高压电动机的故障处理具有一定的指导意义。
一、高压电动机拆装注意事项
1、电动机引线拆开时,拆前用放电线将电机绕组的剩余电荷放净,在各接线端子和电缆鼻子上做好相序标记,拆引线时用力不能过大,以防损伤电缆绝缘和瓷瓶。测温电缆拆开时,注意将测温线与端子之间做好相对应标记。
2、对于瓦式电机,应小心的拆下温度探头。拆下轴瓦的上盖和上瓦,取出油环,放在安全的地方。同步电机应将电刷去掉。
3、拆除轴承盖和端盖,将电动机吊到平台上,拔下靠背轮,在拆前应对轴承进行间隙测试,用10A的保险丝,放入轴承顶部,转动转子。让珠子压过后拿出用千分尺测量保险丝的厚度,以及轴承的游隙,先拆除轴承油盖,在拆除大端盖,拆卸前应在机壳和端盖接缝处作好标记,以便复位。松开端盖的紧固螺丝,沿轴向敲打端盖,使其与机座分离,大端盖可用顶丝顶出,然后用天车吊到安全的地方。对于滚动轴承的电机,可将两边的轴承拔下起拔时要用适合的拔盘器,两抓要平衡,千斤必须顶在轴中心孔上。拔下的轴承用汽油清洗干净,检查无异常,先用干净的布或纸包好待装配时用。
4、转子抽装时,对于卧式电动机而言,主要采用直接抽装转子和利用假轴抽装的方法。对于立式电机而言,应该注意以下事项。
1)抽出绕线式转子时应避免损伤机电环面和刷架等。
2)吊装时钢丝绳与转子接触部位应补垫子有毛毡,橡胶板等防止损伤转子铁芯和轴,尽量避免在轴颈等重要配合面上起吊。
3)应防止定子内控和转子外表面相摩擦使转子受到损伤,转子在抽入、抽出时在定子内原下半部垫纸板,并用手电筒照射在定子内原观察抽装中转子和定子间是否存在间隙,起吊时转子应保持水平。
4)若定子结构不能承受转子的质量,则可在转子两边用方木支撑,使铁芯下方有一定的间隙。
5)转子穿入定子后在转子上方与定子铁芯之间应先衬垫橡胶板或纸板,然后将定转子一同吊到底板上小心的将转子轴伸放到轴承座的下半部的轴瓦上,如果转子强度不够而定子强度较高则可吊起定子,使定转子一同吊到底板上;如果定转子都不够则分别将两者吊起,注意在起吊中它们之间保持相应的间隙,以免变形。
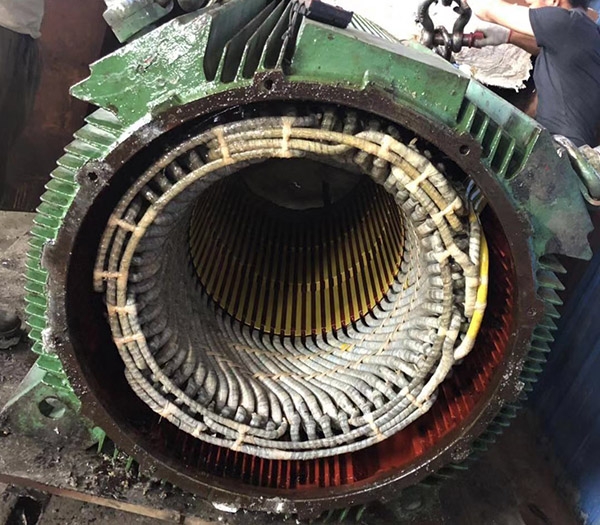
5、将转子和定子通风孔的灰尘吹干净,检查槽楔有无松动,各线棒及线接头有无焦脆和胀起。
二、高压电机定子绕组绝缘处理方法
由于大中型电机运行时间长,使定子绝缘迅速老化,导致其绝缘性能大大降低,此时必须处理定子绕组的绝缘,处理步骤如下:
1、解脱线头;用喷灯或者氧气―乙炔焰火烧脱所有的连接头。
2、取出线圈;大中型电动机均为半开口槽或开口槽,只要抽掉槽楔即可将线圈取出,取出线圈时要注意保持线圈原形和线圈鼻端部的形状,若线圈绝缘尚未老化,则应将线圈通电加热,待绝缘老化后在取出。
3、清理绝缘和线头;绕组取出后应烧掉绝缘,为防止线圈散开变形,在绕线圈绝缘前,应在每个线圈边上绑扎两道铁丝加以紧固,烧时温度不能过高,以防铜线变质,失去韧性,导电性能变差而使线圈报废。绕组的绝缘头应重新处理使其表面光洁。
4、包扎线圈;在线圈包扎前用纱布或棉布将导线上杂质擦净,用绸带将线圈包好,然后用布带或绸带将整个线圈包起来,为了获得良好的匝间绝缘,还要在匝间衬垫一条薄的聚酯薄膜复合青壳纸;此外,带子的接头部分不允许放在线圈槽内的有效边部分,包扎前应预先估算带子的长度,以减少中间接头,并且包扎开始的带头应嵌入铜线的夹缝中,在包扎过程中要随时抽紧布带,并用虫胶漆粘牢。
5、线圈整型;用木棒在平整的木台上将线圈整型,主要是调整线圈边的倾斜度,注意不能用铁棒敲打,以免损伤包扎部分或使铜线变形,可先整好一个标准线圈,作为整形模型。
6、线圈浸漆;烘干先将整形好的线圈放在预热80℃左右的绝缘漆筒箱内浸泡十几分钟,再晾干或放到红外线灯箱内烘干。
7、按照嵌、接线,浸漆烘焙,装配,电机空载的试验要求把电机修复。
三、高压电机绕组的接地、短路、断路等故障的处理方法
1、取出故障边;割断绕组端部的绑线,取出垫快,退出故障线圈所在槽的槽楔。如果故障点在上层边,只要抬出故障边即可,如果故障点在下层边,则须抬出一个节距的所有上层边,才能取出故障边。若有备品,则可直接更换故障线圈。
2、故障点维修处理。将故障线圈的绝缘全部剥除,如果修复绝缘击穿的线圈,一般只剥损坏部分绝缘,其长度至少为100mm,并且两侧削成平滑的锥形坡口,以便新旧绝缘能很好的吻合,坡口长度计算公式如下:
L=10+UN/200
式中:L:为锥形长度,单位mm;UN为电机额定电压,单位V;
削剥线圈时,应注意不要损伤匝间绝缘和导线,匝间绝缘如果有损坏,可用丝绸带包扎,并垫入薄云母片条,然后涂上高强度绝缘漆。若有烧断的导线,可取同规格的导线用银焊焊接,并搓平接头。若有几个焊接头,应错开排列。清理线棒后,即可包扎新绝缘,包扎绝缘时先在导线刷1504漆,然后连续包扎5438粉云母带,边包扎边涂漆。云母带实行半折绕方式,上下层间的对应缝应错开,坡口搭接处应包扎紧固,包扎绝缘的层数应试原绝缘的厚度而定,然后用自制直线夹具夹紧,通过电加热2-4小时,待线圈冷却后,在线圈直线部分包上锡箔,待线圈耐压试验合格后处理方法和上述相同,最后在线圈表面涂一层1504漆。
清扫定子槽和处理其余线圈表面的绝缘,然后进行耐压试验。嵌入所抬出节距范围内的上层边,打入槽楔,焊接接头和连线,对全部绕组进行耐压试验和测量直流电阻,绕组的直流电阻值误差不应超过2%。包好引线连接头,配置端部垫快,并绑好端部绑线,在端部涂漆。
对于线棒因绕组匝间短路、接地、烧断引起的故障处理,有些线棒损坏一般,只是烧断几匝线圈,可以修复处理。例如在固海二泵站5号电机因接地将线棒的一匝线烧坏,根据线棒烧坏的部位,将十三个线棒的上层边提起,取出烧坏的线棒,将线棒烧坏部分的绝缘刮去,烧断的扁铜线截去一段,找相同规格的铜线,用碳弧焊机进行焊接,焊接完后将线棒的焊接处用锉刀锉平。然后在扁铜线上包一层云母玻璃丝带,并在匝间放上云母片,然后将线棒也用云母玻璃丝带包好,进行热压处理固化后进行耐压试验合格,装入电机运行至今正常。

贵州鑫鑫曙光科技有限公司
电 话:400 0851 087
陈先生:18008508887
吴先生:15329606271
邮箱:690631030@qq.com
地址:贵州省贵阳市花溪区甲秀南路金竹立交鑫中路(原锅炉厂内)

![]()
180-0850-8887
24小时为您服务